
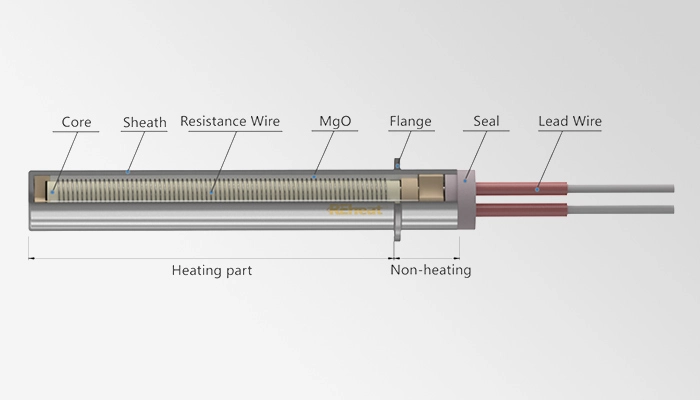
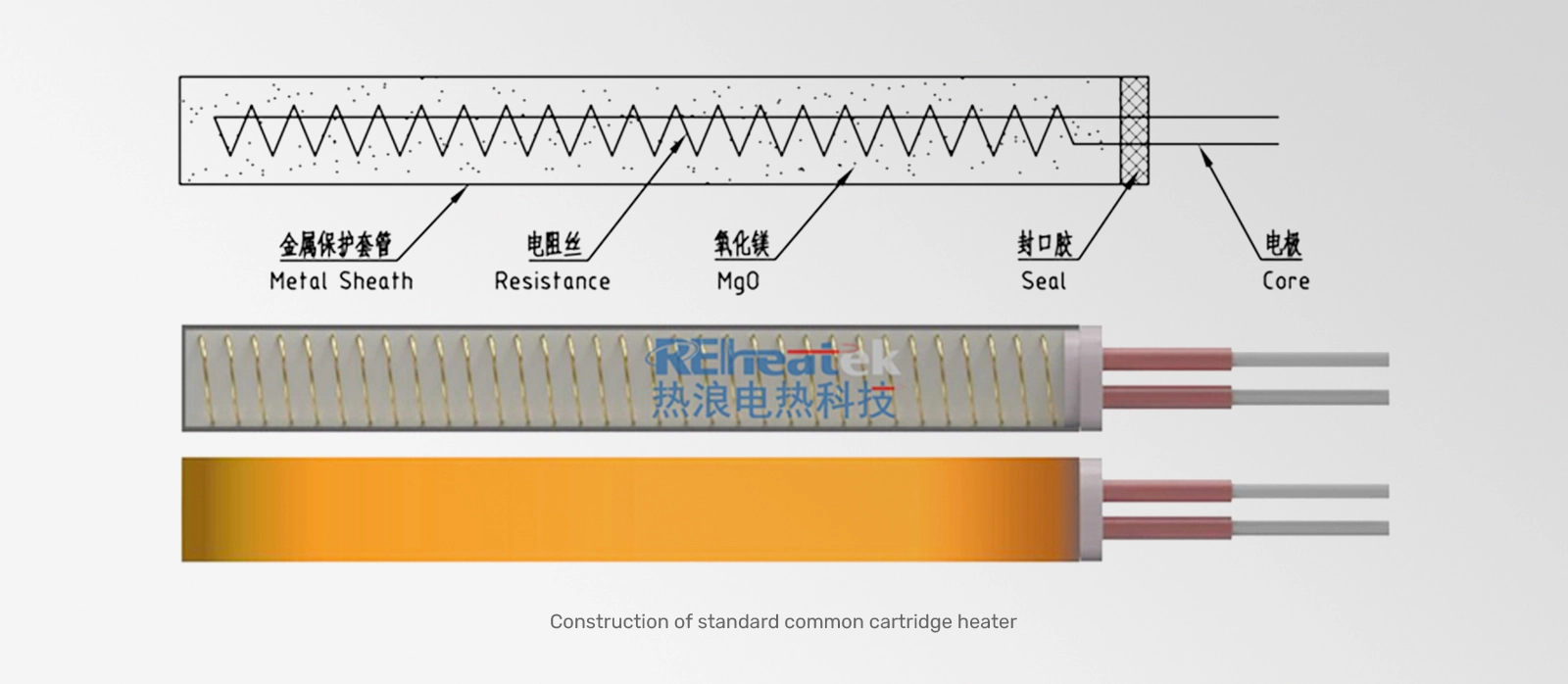
What's the Construction of Cartridge Heater?
Cartridge heaters are tube-shaped heating elements. The heating component consists ofnickel-chromium, a heat-resistant alloy wire, which is wound around a magnesium oxide roocore. This coil is then surrounded by MgO powder, which provides excellent insulation andthermal conductivity. Once installed within a stainless steel casing, this coil-insulationassembly is subjected to a specialized compression process to a cartridge heater.After the primary construction of the cartridge heater is fnalized, we provide customizationwith a variety of fixing accessories or threading options for specifc requirements. Feel freeto contact our sales engineers to ensure that the heaters were customized to the needs.

Micro Cartridge Heate
L Shape Cartridge Heater
Flange Cartridge Heater
Finned Cartridge Heater
Customized Cartridge Heater
Cartridge Heater With Thermocouple wire
Explore Our Range
XK heatek cartridge heaters are available in the following standard materials and diameters:
Standard diameter for reference:
Diameter (mm): 3, 4, 5, 6, 6.5, 8, 9.5, 10, 12, 12.5, 14, 15, 15.8, 16, 18, 19, 20, 25.4
Diameter (inch): 1/4”, 3/8”, 1/2”, 5/8”, 3/4”, 1”
Custom diameters available upon request, please contact us for more requests.
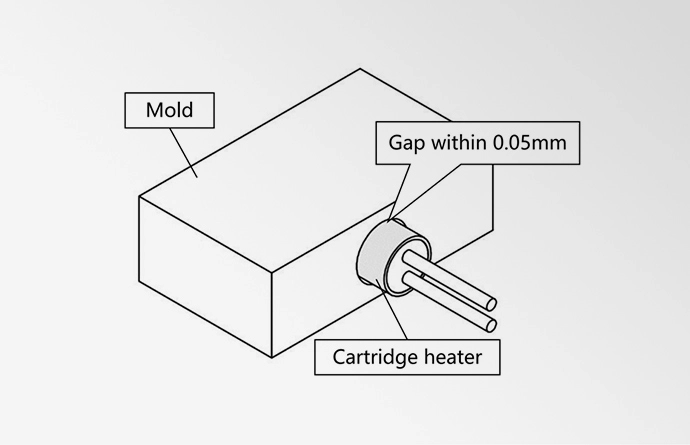
Note: For optimal heat transfer and longer heater life, please ensure high-power (high surface load) cartridge heaters fit closely within the installation hole. It’s important to minimize the gap between the heater and the installation hole within 0.1 mm.
For more information regarding cartridge heater construction options, please download the [PDF].
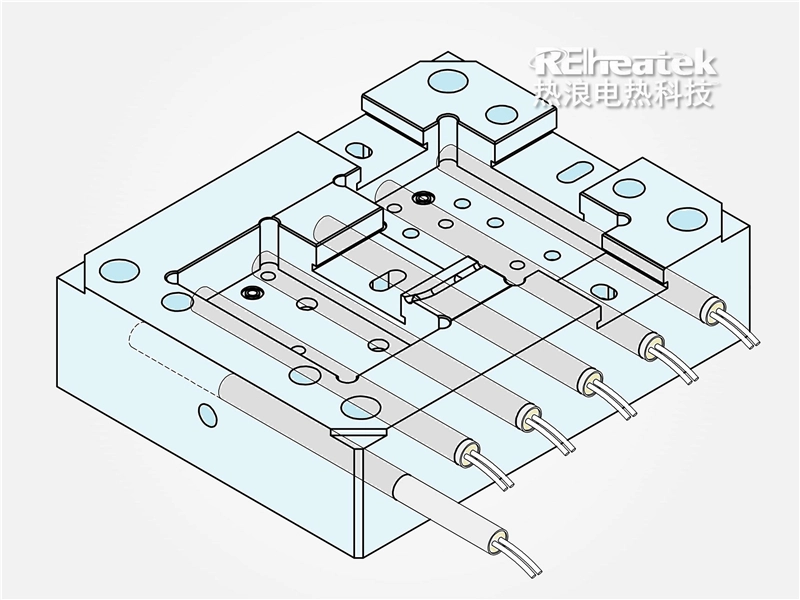
Where Are Cartridge Heaters Used?
The compact design and high heat output of cartridge heaters make them ideal for efficiently heating metal molds, often paired with thermocouples for superior heat distribution and precise temperature control.
Cartridge heaters are widely used in various applications, including stamping molds, hot cutting tools, packaging machinery, injection and extrusion molds, rubber molding, melt-blown mold systems, hot press molding machines, semiconductor fabrication, pharmaceutical equipment, uniform heating platforms, and liquid heating tasks.
E.g.
In common plastic molds or rubber molding, a cartridge heater is embedded within the mold to maintain the materials within the runner at a consistently molten state, ensuring smooth processing and quality end products.
In stamping dies, cartridge heaters are positioned to the die shape, ensuring the stamping surface is uniformly heated. This is particularly suitable for high-strength or thick plates, significantly enhancing the efficiency of the stamping operation.
Cartridge heaters are key components in creating a uniform heating platform, where they are horizontally installed in a metal plate. The power of each cartridge heater is calculated to have uniform temperature on the plate surface. The uniform heating platform is widely used in target heating, precious metal peeling recovery, mold preheating, etc.
Cartridge heaters are used in packaging industry and thermal cutting knives. When embedded in the edge banding or thermal knife molds, these heaters evenly heat the entire mold to a consistent high temperature. This allows for immediate melting or bonding of materials upon contact. Uniform cartridge heaters are particularly well-suited for these applications.
Cartridge heaters are vital for melt-blown mold operations, installed to keep the interior of the mold, especially at the holes, uniformly heated. This steady temperature allows the material to melt and be extruded through the holes smoothly. Uniform type cartridge heaters are particularly effective for this purpose, ensuring even and consistent heating.
What Are the Precautions for Cartridge Heaters?
For gas heating
Ensure that the installation location is well ventilated that the heat generated by the heater can be quickly transferred. Cartridge heater with a high surface load used in a poorly ventilated environment may overheat and burn out the heater.
For liquid heating
Select a sheath material that suits the liquid type, particularly when liquid is corrosive that corrosion resistant material is required. It’s important to design and make the surface load of the cartridge heater to match the medium of the heating liquid. For more insight, refer to the article on our website: "How to choose the heater sheath material?”
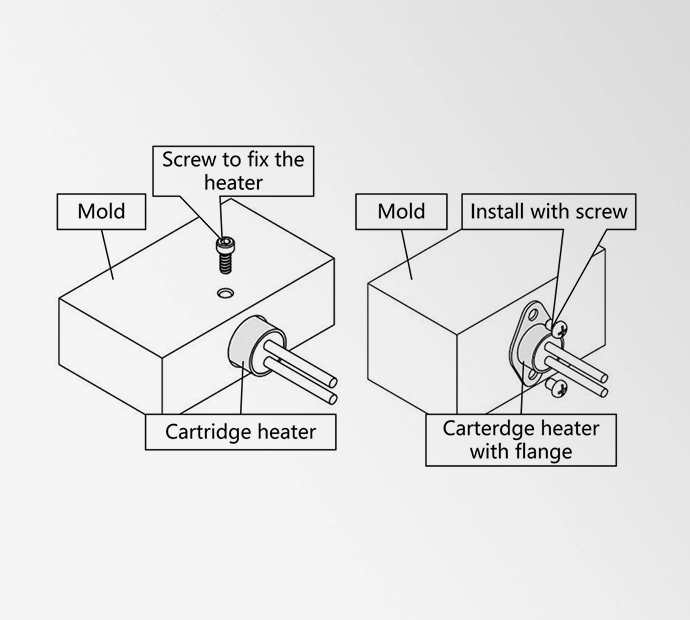
For mold heating
Reserve a mounting hole in the mold to accommodate the diameter of the cartridge heater (or customize the outer diameter of the heater to align with the existing hole size). It’s suggested to minimize the fit between heater and the mounting hole within 0.1mm.
Note: A tight fit is crucial for the heater’s performance and longevity:
If the installation gap is too large, the cartridge heater won't make sufficient contact with the mold, impairing heat transfer to the metal. This heat on the heater surface can not be transferred to the metal. This not only shortens the heater's lifespan but also leads to increased heating time and slower temperature control response.
For optimal installation, molds should have reamed holes to accommodate cartridge heaters. For applications where the heated object's temperature remains below 300°C and precise temperature control isn't critical, drilled holes are sufficient.
Note: Ensure the hole is clean without oil residue before installation:
Prior to installing the heater, verify that the surface is clear of debris and oil. Any residual oil can carbonize upon heating, impairing the thermal conductivity and potentially leading to heater damage.
Note: Secure the heater properly during operation:
A loose cartridge heater can shift within its hole, risking exposure of the heating area to air or the lead wire to high temperatures, which can damage the heater and pose risks of electric shock or fire. Heaters can be fixed by means of screw or fixing accessory.Secure the heater with screws or appropriate fixing accessories to prevent movement.
Note: A tight fit is crucial for the heater’s performance and longevity:
If the installation gap is too large, the cartridge heater won't make sufficient contact with the mold, impairing heat transfer to the metal. This heat on the heater surface can not be transferred to the metal. This not only shortens the heater's lifespan but also leads to increased heating time and slower temperature control response.
For optimal installation, molds should have reamed holes to accommodate cartridge heaters. For applications where the heated object's temperature remains below 300°C and precise temperature control isn't critical, drilled holes are sufficient.
Note: Ensure the hole is clean without oil residue before installation:
Prior to installing the heater, verify that the surface is clear of debris and oil. Any residual oil can carbonize upon heating, impairing the thermal conductivity and potentially leading to heater damage.
Note: Secure the heater properly during operation:
A loose cartridge heater can shift within its hole, risking exposure of the heating area to air or the lead wire to high temperatures, which can damage the heater and pose risks of electric shock or fire. Heaters can be fixed by means of screw or fixing accessory.Secure the heater with screws or appropriate fixing accessories to prevent movement.
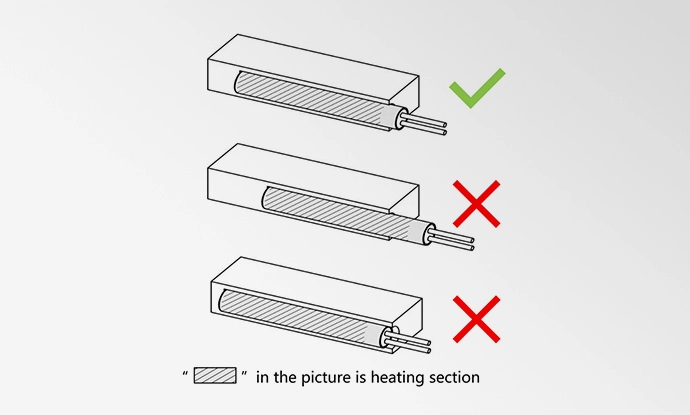
Note: Customize the mold’s hole depth to the heater’s heating section length.
An overly shallow hole can leave part of the heater's heating section exposed after installation, lacking proper heat dissipation, which can damage the heater and potentially lead to fire hazards.
Conversely, a hole that's too deep might result in the heater's end and lead wires being recessed within the mold. Prolonged operation under these conditions could lead to issues like electrode short-circuiting.
Note: Prevent lead wire bending.
The bending of the lead may easily cause problems such as breakage and short circuit at the bend. Should bending or repeated flexing of the lead be necessary in your application, please consult with REheatek sales or engineers to select a construction better suited to accommodate this.
Note: Cartridge heater should be protected from moisture. Initiate with a low voltage is recommended.
Storing or using the heater in a high-humidity environment can reduce its insulation resistance. Although the insulation properties can recover once the heater is powered on, it is advisable to initially apply a low voltage to minimize the risk of insulation breakdown.
Note: Ensure secure crimping of the leads.
It is essential that the lead wires are firmly crimped to the conductor pin. A loose connection will increase contact resistance, resulting in higher temperatures that may damage the heater and causing risks of fire or other safety issues.
Note: Monitor the temperature at the heater’s wire outlet and fixing flanges or threads.
Ensure the wire outlet temperature does not exceed 130°C.
Maintain the temperature surrounding any flanges or fixing flanges or threads below 180°C
Note: Operate the heater within its specified voltage rating. Avoid using a higher voltage.
The heater resistance is constant, and using a different voltage will alter its power(watt) output. Operating the heater at a higher voltage than rated can lead to an increase in power and temperature, which may result in heater damage and increase the risk of fire or other hazards.
Note: Prevent dry heating for high-surface load cartridge heaters in open air.
Never use high-power/surface load cartridge heaters without proper contact with the material to be heated. Exposing the heating section to air will cause overheating, leading to potential lead wire damage and fire risk. Always ensure full immersion in the heated medium.
Note: Avoid any mechanical impacts or modifications to the cartridge heater.
Subjecting the heater to impacts or modifications may cause problems such as damage to the heater, short circuit, and electric shock.
Note: Do not touch the cartridge heater in operating or immediately after power is disconnected.
It is prohibited to touch the cartridge heater by hand during use, particularly the high temperature heaters even if with protective gloves due to the risk of burns. Always ensure the power is turned off and cool down to room temperature before removing the heater.
Suggestion: Implement a PID-controlled system for temperature control of cartridge heater.
Frequent on-off cycling can significantly reduce the lifespan of the cartridge heater. To maintain consistent quality and extend the heater's service life, it is advisable to use a temperature controller governed by a PID system for more stable and precise temperature management.
Product Maintenance and Replacement
Before any repairs, replacements, or maintenance work on the heater, always disconnect the power supply to ensure operational safety.
• Allow the heater to cool down to ambient temperature after
• When there are foreign objects on heater surface, gently clean it with a dry cloth or fine-grit sandpaper. Avoid using sharp metal objects that could damage the heater. powering off before disassembling to avoid the risk of burns.
• Inspect the external lead wire sleeve for any signs of damage or contamination, such as oil stains. Replace the sleeve promptly if any issues are detected.
• Examine the lead wire connections for any looseness, blackening, or oxidation. Any abnormalities should be addressed with immediate replacement to maintain safety and functionality.
More Customization Options for Cartridge Heaters
Built-in thermocouple cartridge heater
Thermocouple (Jor K type) could be built inside the heater at the tip or mid-point location, grounded or ungrounded, allowing for measurement of the internal temperature of the heater. It can be connected to a controller (such as PID control system) for accurate and responsive temperature regulation.
Uniform cartridge heater
Uniform cartridge heaters are designed with varying wire winding densities along their length. The ends have a higher density, producing more heat, which compensates for the quicker heat loss at these ends. This design ensures a consistent temperature distribution across the entire heating section.
Please refer to this article " What’s the Differences Between Reheatek Common Cartridge Heater and Uniform Cartridge Heater?” for an in-depth comparison with standard cartridge heaters:
Multi-section cartridge heater
This type heaters are engineered with sections containing heating wires wound at different densities, allowing for distinct sections to produce varying temperatures within a single unit.
Customizable cold sections
For some specific applications with request for customized no-heat in certain areas of the heater, Reheatek offers custom non-heating sections.
Separately controlled Multi-Zone Heater
Heaters with two or more heating zones could be individually controlled. Such heaters are ideal for metal plate heating systems that require precise temperature uniformity across the plate, achieved by independently managing each heating section.
Precision Heating, Perfectly Customized.
Kunshan Xingke Electric Heating Technology Co., Ltd., located in Kunshan, Suzhou, Jiangsu Province, is a company specializing in the research, development, production, customization, and sales of auxiliary equipment for injection molding machines and various industrial electric heating elements. The company focuses on the design and manufacture of high-quality heating elements, with products ranging from small-diameter miniature precision heating tubes to custom-made items such as tube-type heaters with thermocouples.